|
|
|
Our Tech Examples Applications FAQ Index Sales
|
|
Modern flexible manufacturing demands fast, inexpensive, vision inspection systems that can
be easily trained and reconfigured by example by personnel with no special programming skills. Correct component placement in assemblies or kits can often be quickly and cost effectively verified by a characteristic set of color statistics.
|

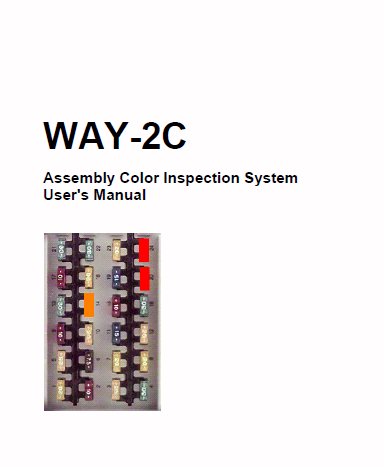
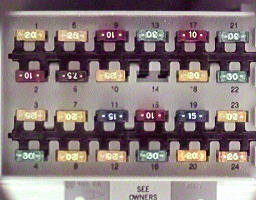 Verification of correct fuse placement in auto junction boxes is a typical example of this type of inspection.
Recognition on the basis of colors is simple in concept. However, a careful examination of the images of
individual fuses shows that not only are the fuses embossed with contrasting color numerals, but that the
Verification of correct fuse placement in auto junction boxes is a typical example of this type of inspection.
Recognition on the basis of colors is simple in concept. However, a careful examination of the images of
individual fuses shows that not only are the fuses embossed with contrasting color numerals, but that the
 color of the underlying plastic appears quite non uniform from the embedded components
and the effects of pixellation. Although these effects can cause significant recognition
problems with other HSI and RGB based color machine vision systems,
WAY-2C based color inspection systems first began successfully verifying correct component
placement in automotive junction boxes in 1994.
color of the underlying plastic appears quite non uniform from the embedded components
and the effects of pixellation. Although these effects can cause significant recognition
problems with other HSI and RGB based color machine vision systems,
WAY-2C based color inspection systems first began successfully verifying correct component
placement in automotive junction boxes in 1994. Our Assembly Inspection System provides an example of how one can combine WAY-2C's robust statistical color matching with a relatively small amount of custom code to produce a powerful train-by-show system which can be easily configured by plant engineers and machine operators to meet their specific requirements.
A complete Assembly Inspection System consists of 4 subsystems: inspection software, computer, vision hardware and lighting. Each of these is described in more detail below. We can provide any combination of these subsystems, from the inspection software alone, to the complete system with the inspection software installed and tested.
SOFTWARE
The basic components of the software subsystem are shown in the diagram and described in more detail below.
 The heart of the software system is WAY-2C, our general purpose color package which classifies objects based on their color distributions.
The heart of the software system is WAY-2C, our general purpose color package which classifies objects based on their color distributions. Under the control of a set of ascii script files, WAY-2C receives input from a color camera and frame grabber system and uses it for training and inspection. A set of configuration data files describes the layout of the assembly, the location of specific components in it, and the training information to be used in the inspection. |


 For example, after training
on the first image, the system detects the missing 25 amp fuse at position 14 and the
interchanged 20 and 25 amp fuses at positions 20 and 24 in the second image.
Incorrect positions are indicated with colored rectangles as shown in the
third image and a reject signal is output.
Typical training or retraining time is less than a minute, typical inspection time is less than 2
seconds per assembly.
For example, after training
on the first image, the system detects the missing 25 amp fuse at position 14 and the
interchanged 20 and 25 amp fuses at positions 20 and 24 in the second image.
Incorrect positions are indicated with colored rectangles as shown in the
third image and a reject signal is output.
Typical training or retraining time is less than a minute, typical inspection time is less than 2
seconds per assembly.
Operator Interface
The primary operator interface is through a set of menu options which allow the system to be quickly adjusted, switched from one saved assembly configuration to another or to an entirely new box configuration. The system has two menus: the inspection menu for day to day operations, and the reconfiguration menu. Password protection is available for the latter to minimize unauthorized "tinkering". The inspection menu has the following options:
1. On-Line
2. Step by Class
3. Study
4. Train/Retrain
5. Align Camera
6. To Reconfiguration Menu
99. Exit
In addition to normal inspection operations selected with the "On-Line" option the operator can
test the system by examining one class at a time, or even on a component by component basis to look at detailed
goodness of fit statistics for each component. This makes it easy to recognize any potential component classes or
positions where the classification may not be robust, and take steps to correct them.
Training is performed automatically by simply placing a sample assembly in the inspection fixture and selecting the "Train/Retrain" option. Typical training or retraining time is between a few seconds and two minutes depending on the number of boxes to be used for the training.
The reconfiguration menu is used when it is necessary to change the box or component configuration.
The system maintains a list of assemblies to be inspected, number of inspection locations for the assembly, and system inspection parameters. Adding a new assembly to this list automatically starts a procedure which allows the operator to initialize or adjust inspection locations simply by adjusting an ROI using a pointing device. Setting up to inspect a completely new assembly can be completed in an hour or and changeover to a previously saved inspection in a matter of a few seconds.
Scripts
Production operation of WAY-2C is controlled by a set of modular, application specific, script files which are used in various combinations for setup, training and inspection.General handshaking between the host and vision system has been collected in a single file. Interfacing to a new host normally requires only editing this file.
All the scripts which relate to specific inspection coordinates, component position, or references to be included have been isolated in a few script modules. The reconfiguration routines generate these modules automatically whenever the system is reconfigured by the user.
Interface Routines
The role of the interface routines is to combine output generated from interactive training and adjustment scripts with configuration data to update the scripts and the configuration data itself. This vastly reduces the effort required to change configurations or to introduce new configurations.VISION HARDWARE
The vision hardware typically includes camera, lens, image capture interface, image monitor and all cables necessary to connect them.Choice of cameras and image capture interface can be particularly important. These must provide stable reliable color information over long periods of time in the presence of ambient thermal and electrical noise. Because commercially available cameras have been designed for purposes other than machine vision, stability may not have been a design consideration. And while inexpensive composite cameras may be suitable for some applications, for more challenging applications such as Assembly inspection, we strongly recommend the use of high quality, stable, RGB cameras.
Although choice of image monitors is somewhat less critical, monitor quality should be good enough for the operator to easily discern details which may be important in the inspection.
LIGHTING
Non-uniform and/or unstable lighting is probably the most common cause of unsatisfactory performance of machine vision systems. Good lighting is particularly important for color vision. The more uniform and stable it is in the presence of line voltage fluctuations, temperature changes, and the aging of bulbs, the better it can handle the inevitable variations in component colors, temperature based drift of cameras and image capture interface, etc.Stability of the lighting depends on the light source. For typical applications, if retraining/recalibration of the system every few hundred hours of operation is not a problem, a good regulated source should be adequate. For even more stability, a regulated source with internal feedback is recommended.
Light is typically transmitted from the source to the work area using fiber optics. Delivery methods can vary from simple line or ring lights to more elaborate diffuse ring illuminators and diffuse-on-axis lighting. The best choice to obtain maximum uniformity and color contrast depends on the light delivery system, the geometry of the assembly, its components and the inspection fixture. Generally speaking, when designing the inspection station, the best results are obtained when all of these factors are taken into account.
For large assemblies broad spectrum (high CRI) high-frequency fed-back fluorescent lighting is usually best.
A separate lighting system is required for each inspection station.
For more information on the Assembly Inspection System
Back to Standard Software Packages